Tamworth-based Alcon Components has purchased a turnkey machining cell to produce lightweight aluminium monobloc brake calipers for a new hybrid electric hypercar.
Supplied by Kingsbury, the cell includes a Hermle C 32 U 5-axis machining centre fed with pallets from an Erowa Robot Easy 250 automated storage and handling system, the cell was delivered in mid-2018 and started producing the calipers immediately, as the job had already been proved out on a nearly identical cell installed in 2016. The only difference is that the latest machine has a greater extended tool capacity than the previous cell.
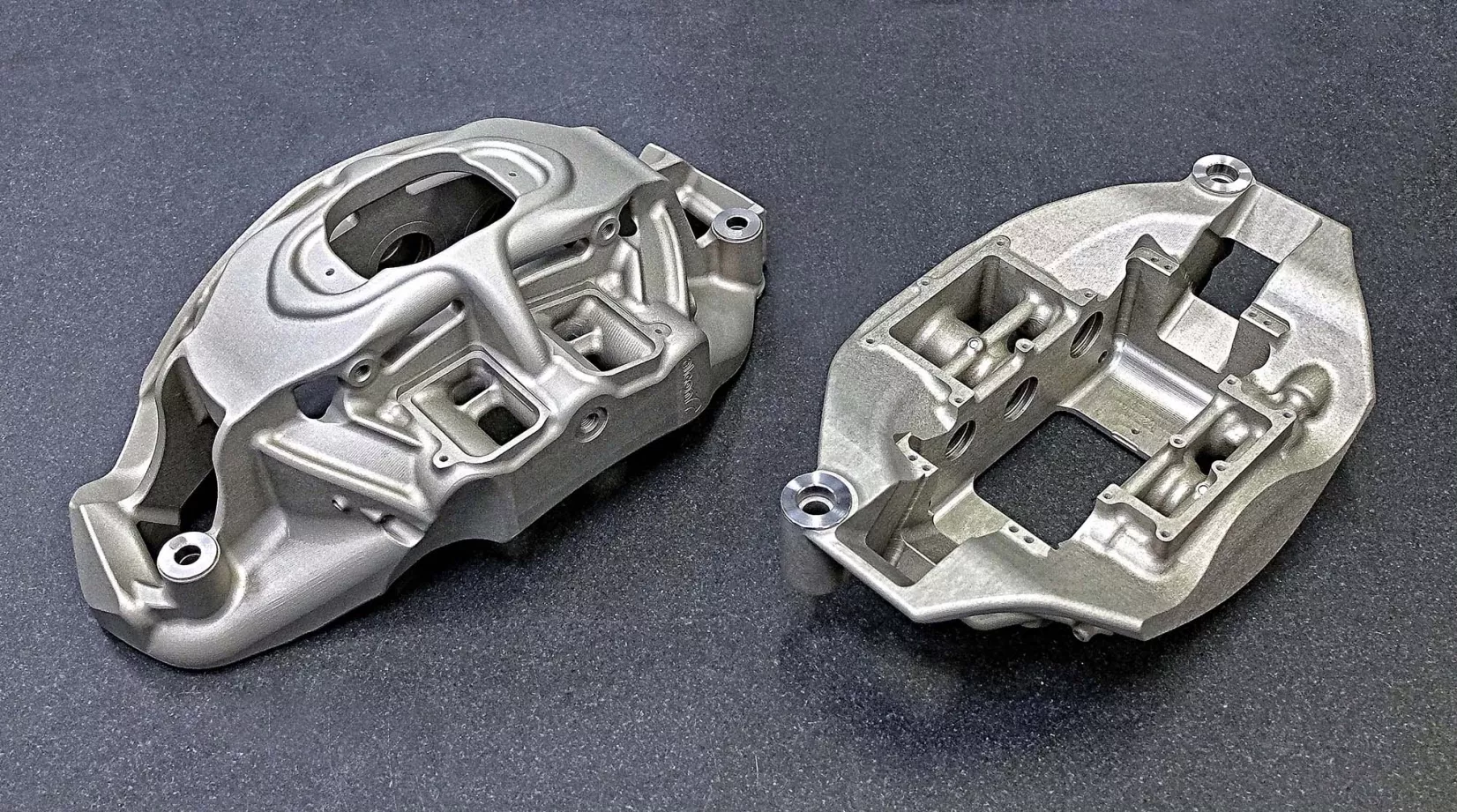
The hypercar has one brake caliper per wheel, the set of four requiring in excess of 24 hours of machining from solid aluminium billets. The production route comprises four operations: pre-milling on another vertical machining centre, op 1 on the Hermle C 32 U, transfer back to the other machining centre for simple boring cycles; and finish machining on the C 32 U. Fully Interpolative 5-axis machining of free-form surfaces accounts for less than 10 per cent of the cycles on the Hermle machine, with 4+1 and 3+2 strategies used wherever possible to maximise production efficiency.
A limited number of road-going hypercars will be produced and a few track-only versions are also planned. Alcon is responsible for the full foundation brake system, pedal box and actuation as well as a number of high precision chassis components.
When the contract has been completed, Alcon will split its ongoing production of calipers for high-performance road cars, race cars and defence vehicles between the two automated Hermle-Erowa C 32 U cells at Tamworth. A smaller C 20 U on the shop floor, purchased in 2007 in a slightly different configuration with an Erowa automated pallet storage offset to the side rather than positioned directly in front of the machine, will then be reserved for producing prototypes.
Alcon’s production engineering manager Brian Cutler said: "Brake caliper production is a natural application for 5-axis machining. Compared with 4-axis metalcutting, it is not only faster but also inherently more accurate, as approach angles can be adjusted to allow shorter and hence more rigid toolholders to access awkward areas of the component. We easily hold tolerances down to 13 microns."
Additionally, 5-axis capability gives Alcon’s designers more flexibility when developing products, as they can include complex surfaces and holes at compound angles, without increasing the number of set-ups or unduly lengthening cutting cycles. Consequently, in respect of the modern design of its products, the company has had a lot of positive feedback from the market.