Following a £750k investment earlier this year, Roscomac has now added two more turn-mill centres with special swarf control features that improve surface quality.
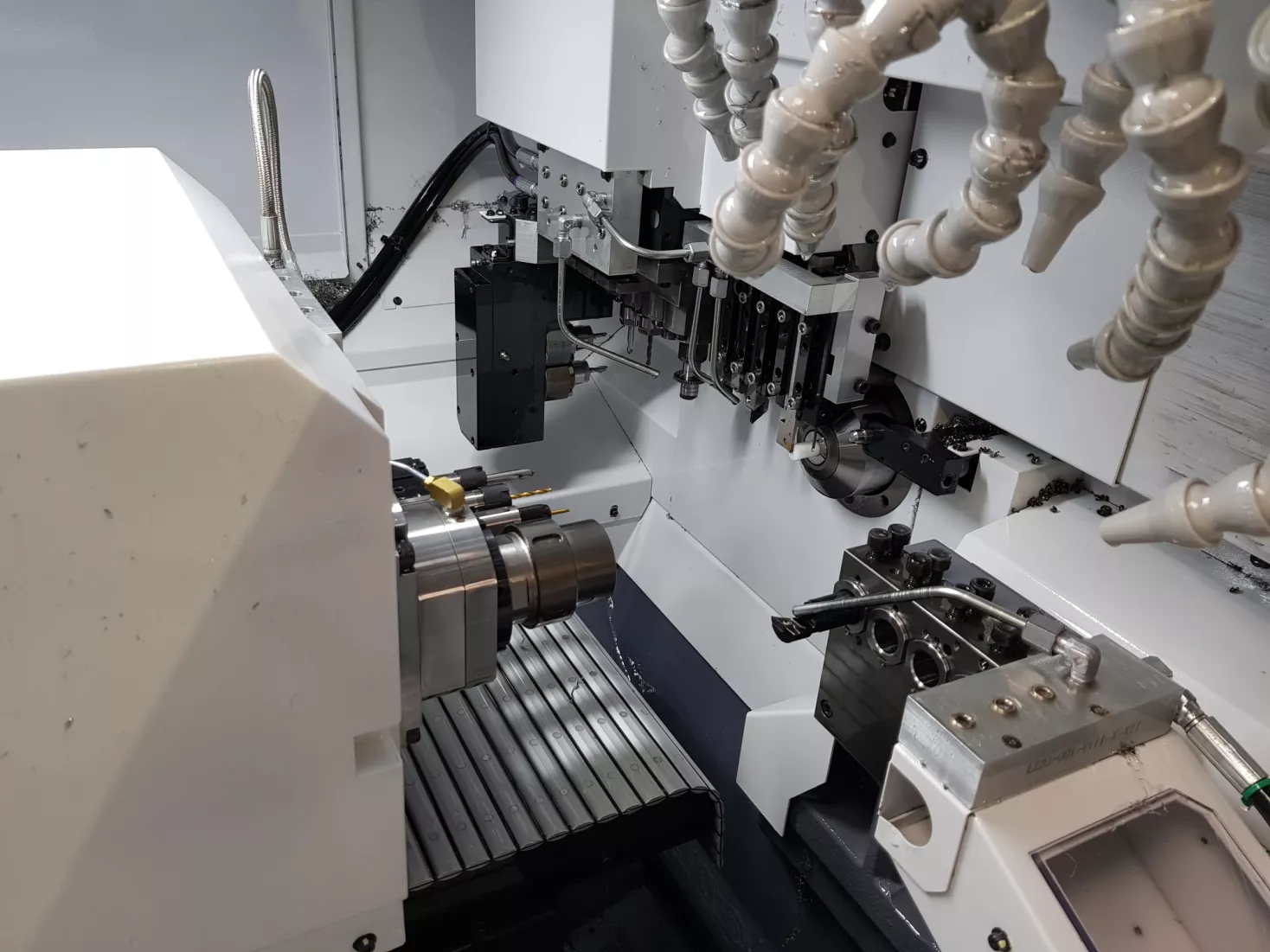
Last July the Worthing-based company installed two Cincom sliding head turn-mill centres – a top-of-the range M16-V, and a L20-VIIILFV – as well as a Miyano BNE-51MSY multi-axis turn-mill centre, all supplied by Citizen Machinery.
However, such was the immediate success in productivity uplift and problem-solving terms of using low frequency vibration (LFV) technology on the L20, that Managing Director Joe Martello ordered two further Cincom machines, a duplicate specification L20 and a smaller capacity L12-VII, both to have LFV technology.
Said Cell Leader of the Worthing-based subcontractor, Sean Keet: “We had been experiencing constant problems with swarf when machining certain difficult components made from high grade alloy and some stainless steels plus copper, plastics and even some difficult specification aluminiums. Despite constant monitoring, we often faced significant levels of scrap or re-working, in particular due to swarf marks on critical features.”
Now he maintains that production of these parts has been totally transformed following the installation of the Citizen Cincom L20-VIIILFV turn-mill centre in July and such was the level of realisation that within weeks Mr Martello insisted we bring forward 2018 investment plans and immediately ordered two further machines with LFV. He then added: “Our production people are now insisting that any further sliding or fixed-head machine installations must involve LFV as it is such a game changer.”
LFV is based on initiating selectable sequences programmed at the machine control through ‘G-codes’ to impart the size of chip to be produced. This introduces oscillation of the cutting tool through the servo axes of the drive system in the direction of feed in phases of tens of microns which are precisely synchronised to the rotation of the spindle.
The resulting controlled ‘air-cutting’ breaks the swarf into a designated chip size which prevents ‘bird-nesting’ and can be applied to turning, drilling and even threading cycles. LFV can be switched in or out of the programmed cycle as required and helps reduce the on-set of built-up edge on the tool tip, extending its in-cut life. It also allows deeper depths-of-cut and enhances the achievement of improved surface quality.
Mr Keet says the technology made immediate savings in tool life when machining special levers out of 174PH stainless steel. These are 7 mm diameter by 44 mm long with milled flats, a slot across one end, a turned waist 2.8 mm diameter by 20 mm long and a drilled and tapped M3 hole in one end. Tolerances are typically 0.05, but 0.008 mm has to be maintained over a 4.10 mm length at one end of the component. Surface finishes are Ra 1.6.
Due to the demands of the material, two changes of tools had to be made each day to produce just 100 parts along with other interruptions to effect utilisation. But with LFV, inserts are now changed every two days and 400 parts are now machined between each change. Further improvements due to the ability to run the Cincom machine without its interchangeable guide bush, relieves any need for frequent adjustments allowing us to use of non-ground bar to slash projected material costs by £2,000 a year. Also, without the guide bush and LFV, Roscomac has eliminated any problems with swarf carried over into collets.
Meanwhile, due to consistency of production and reduction in attention to the machine from setters, once the new L20 and smaller capacity L12 machines are commissioned, manning levels will be downsized from one operator per machine to one between three machines.
Said Mr Martello: “As machines are run through three shifts, this provides a significant leap in productivity levels and demonstrates the stability of production which is of benefit to our quality systems and of course, customers.”