BEL Engineering has expanded its capacity with a 1m cube 5-axis machining centre that is ideally suited to the production of aerospace engine parts.
The new Hermle C 62 UMT 5-axis, vertical-spindle machining centre was supplied by sole UK, Ireland and Middle East agent, Kingsbury.
The investment follows the company’s accreditation to AS9100 in October 2019.
Part of the British Engines Group based in the north of England, BEL Engineering operates two factories in Newcastle-upon-Tyne and Cramlington to provide project managed manufacturing solutions, some of which involve heavy duty subcontract machining of large workpieces weighing up to 40 tonnes.
Much of the metalcutting activity involves turning on horizontal- and vertical-spindle lathes, but parts often have to be transferred to a prismatic machining platform for milled and drilled features to be added. Around thirty 3-axis CNC mills are available for this purpose.
The Hermle joins an Italian-built, 5-axis mill-turn centre with travels in excess of two metres in X, Y and Z and two Japanese-built 5-axis CNC milling centres of nominal one-third metre cube capacity, one with a 10-pallet storage system.
It fits neatly between these larger and smaller 5-axis centres, extending the subcontractor's capacity.
Diversification from supplying predominantly the oil and gas industry to include serving the aerospace, defence and civil nuclear sectors is a key pillar of BEL Engineering's growth strategy.
It is already bearing fruit, as the manufacture of fan shafts, discs and other rotational parts for aero engines, input and output shafts and bearing housings for gearboxes, and components for engine test rigs has increased the revenue from aerospace contracts from 10% of the subcontractor's business to about a quarter.
Bel Engineering's chief production engineer Phil Westgarth commented, "We mainly process tough materials from high strength steels through titanium to nickel superalloys like Hastelloy, Waspaloy and Inconel. So we need powerful, rigid equipment to machine them.
"A pair of similar Hermle mill-turn centres is being used successfully at another of our group companies, Michell Bearings, so this influenced our choice of the German machine.
"Another facet of the decision was that Kingsbury is quoting us for production solutions based on machining centres from other principals in its portfolio and we like the turnkey approach that it brings to these projects.
"In a recent exercise, its engineers supported us on-site here by helping us to adjust in-process probing cycles so that we can run the same programs in the Siemens 840D control of the Hermle as those in use at one of our aerospace customers operating the identical type of machine."
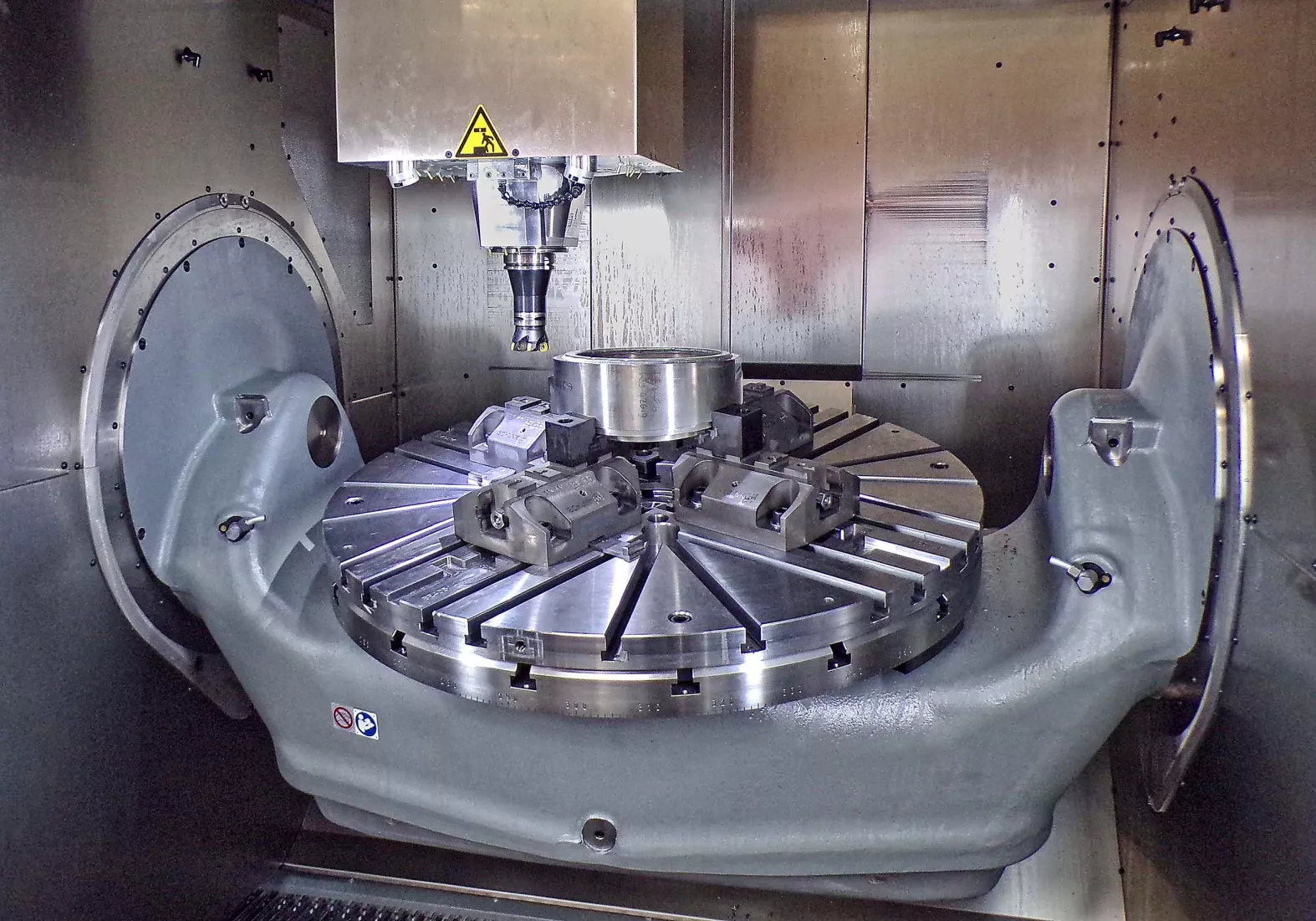
The C 62 UMT is the largest model in the German manufacturer's range. Since it was installed in Newcastle-upon-Tyne, it has operated around the clock five days a week tackling about a dozen different jobs, only two of which require no turning. When producing input and output shafts, for example, which involves only 20% prismatic metalcutting, the machine has proved more than capable of holding 14 microns total tolerance on turned features and 30 microns positional tolerance on hole centres.
The 400 rpm torque table can turn components using the C-axis even when the ±130-degree, dual-drive, A-axis trunnion is swung away from the horizontal. It allows shorter, more rigid cutters to approach closer to the workpiece surface to achieve higher metal removal rates, better surface finish and longer tool life.