Precision fabrication specialist LTi Metaltech’s skills and experience were crucial in the manufacture of a pressure vessel for a large green ammonia energy project.
Precision fabrication and welding can be extremely challenging, particularly when the manufactured components need to withstand some of the highest temperatures and pressures.
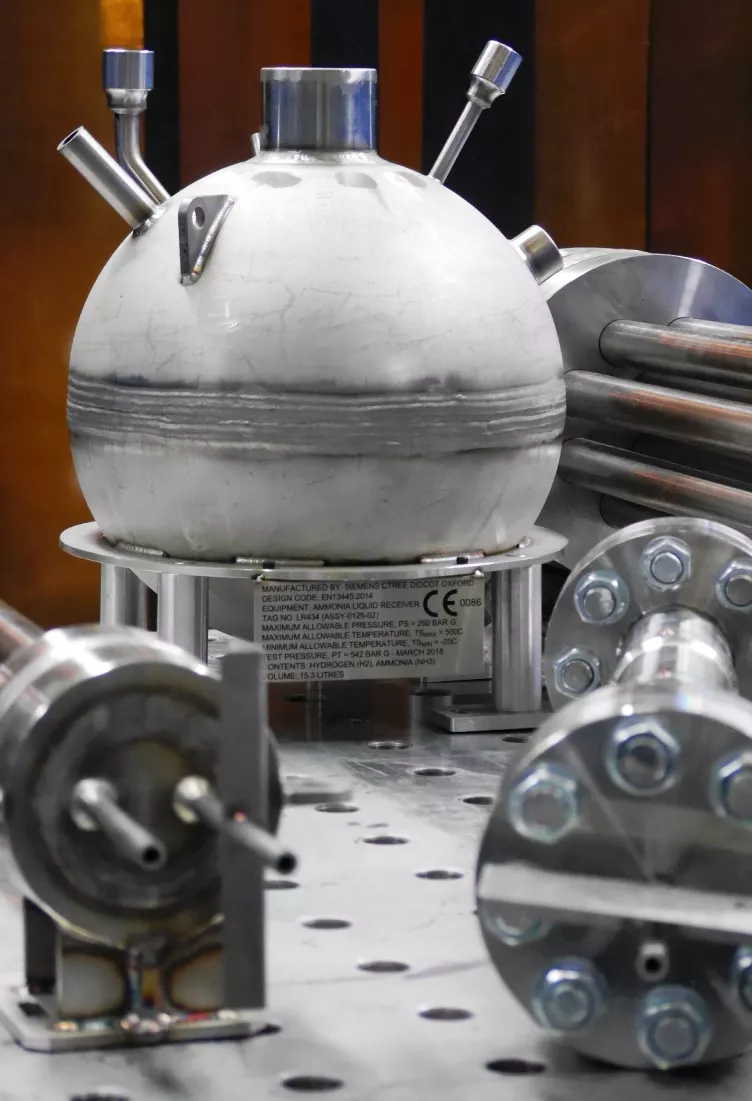
This was certainly the case when Siemens CT tasked the LTi Metaltech with the manufacturing of pressure vessels involved in ammonia capture, for a large Government funded green ammonia energy project.
On receiving the original specifications, LTi immediately identified that the components’ design geometrics would have made them extremely difficult to test and meet the necessary regulatory compliance. This was critical, as they needed to withstand immense internal pressures of over 500 bar, whilst also having an elevated working temperature.
Other challenges included the additional factors of safety built into the original specified design, which were beyond the current industry standards normally used. The factor of safety ratio is important as it tests and certifies the load carrying capacity of a structure beyond its expected or actual loads during its normal operation. It also ensures a structure is always much stronger than required for its intended load, to help safeguard safety and performance.
Working to EN 13445 European Pressure Vessel Standards, which sets the required minimum standards in the design, fabrication and inspection of vessels, LTi took the following steps to resolve these challenges.
Following consultation with its client LTi manufactured a new sphere to replace the original square design – eliminating any potential weaknesses and high fatigue areas within the design.
Next, LTi utilised its experience of pressure and vacuum vessels to investigate how applied stresses could potentially harm the material and design, so it could ensure the necessary factor of safety was built in and the quality and performance of the material was maintained.
Following reviews, LTi was able to fabricate the components from thinner material, which were lighter, more cost effective to produce and yet still fit for purpose.
To demonstrate regulatory compliance, components need to undergo 100% ultrasonic non-destructive testing; involving the use of high-frequency sound waves to locate cracks and other internal weld or parent material defects in the component. However, this was challenging due to the original design’s geometrics. To overcome this, LTi worked closely with the British Standards Institute (BSI), conducting intermediate testing of various elements during the manufacture, to satisfy the BSI that sound engineering practices were employed throughout and ensure the regulatory compliance of these components.
LTi also employed optimised welding processes using MIG (metal inert gas) rather than TIG (tungsten inert gas) welding, to help reduce distortion, whilst improving the overall welding speed and weld filler material deposition. MIG welding achieves this, as a metal electrode wire is also continuously fed into the weld being made.
By removing weight from the original design and reducing cost in the process, LTi’s client gained a new design that was compliant, stronger and more cost effective.
BACK TO THE ENGINEERING CAPACITY NEWS PAGE