Following the installation of a Miyano mill-turn centre, Machine Tech Engineering (MTE) has cut production lead times on batches of hydraulic bodies from four weeks to five days.
MTE was originally founded by brothers Stewart and Warren May in 2002. The latest Miyano BNE-51MSY multi-axis mill-turn centre joins seven other machines supplied by Citizen at it Wednesbury site.
With recent Citizen CNC sliding head installations, MTE had already benefitted significant business increases and improvements in productivity from the ability to combine operations into single cycles making some second operation machines and equipment redundant.
The current customer base covers automotive related work including manufacture of special tools and spares for out of production classic vehicles, hydraulics, security, special fasteners, injection moulders petrochemical and medical sectors. As a result, materials processed include, carbon and stainless steels, brass, Tufnol and phosphor bronze.
Batch sizes on the Miyano, are between 100 and 300 while each Citizen has varying batch sizes between 500 and 60,000. Most repeat orders involve machining for controlled stock holding which can extend the run time between settings and enables a fast response to customer delivery.
The 8-axis Miyano BNE-51MSY with IEMCA Kid 80 bar feed has created a massive advantage in lead time reduction for MTE due to the ability to overlap in a cycle and cut with up to three tools simultaneously. The machine has two 12-station driven turrets one with three axes, the other with two that can service either or both spindles at the same time.
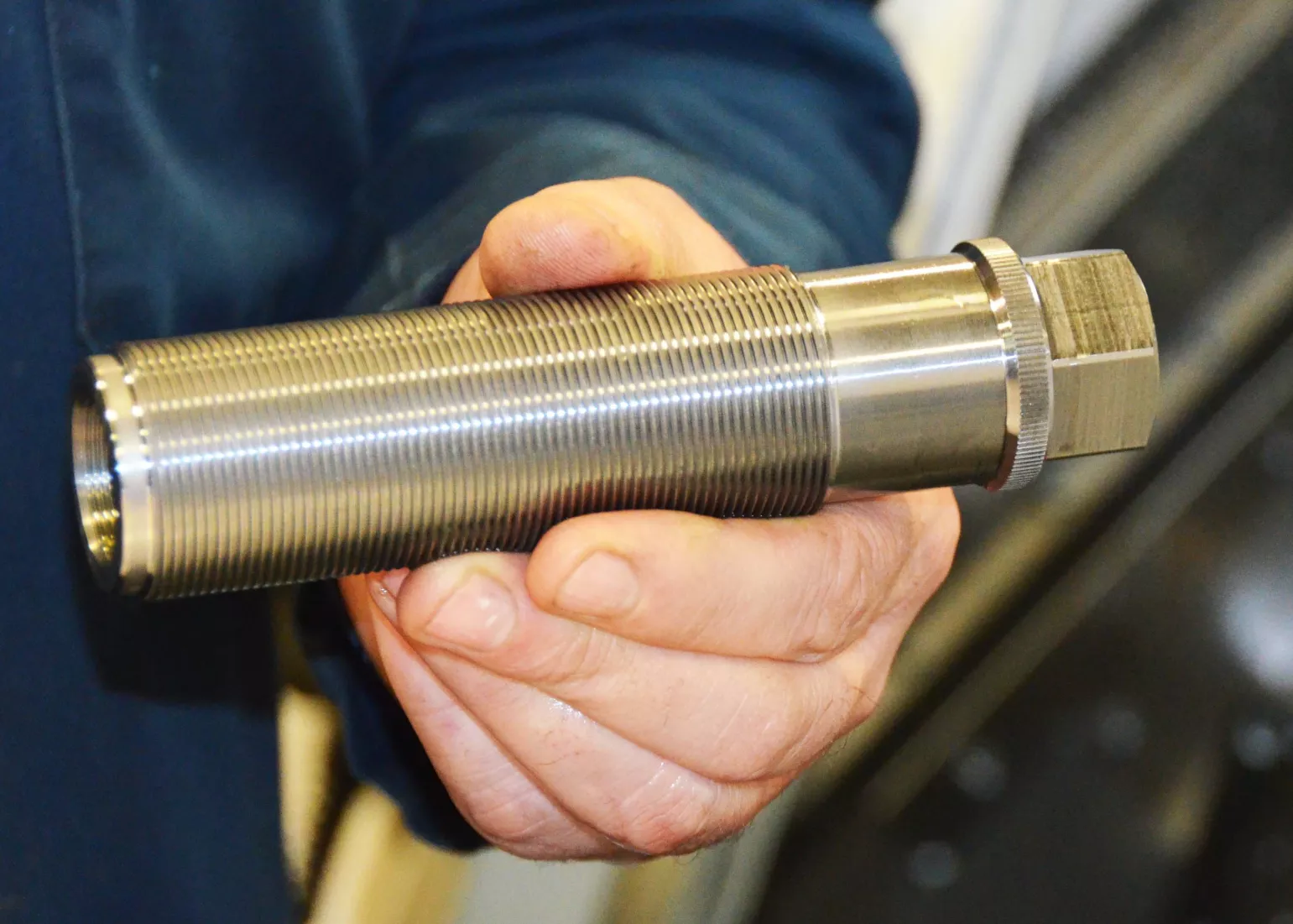
In producing the hydraulic body out of 38 mm bar, a 22 mm spade drill is used to a depth of 57 mm, then using a special flat bottom tool a face and corner relief is created at the bottom of the bore prior to final boring to 0.03 mm size. A further bore is then drilled and reamed 11.9 diameter to 0.03 mm tolerance by 76 mm deep and the initial bore threaded 1” x 20 TPI Whitworth by 8 mm deep. The OD is then turned and threaded 11/2” x 16 TPI Whitworth over 100 mm length.
The part is then taken by the 3-axis secondary spindle, faced and a 30 mm A/F hexagon milled by 20 mm long and a 6mm shoulder created which is straight knurled. A through bore is then drilled to break into the 11.9 mm bore which is then tapped 7/16” x 20 TPI UNF by 26 mm deep.