Mildenhall subcontractor CTPE has installed a new horizontal machining centre to meet a customers demand for more than double the weekly production of components for critical care diagnostic equipment.
CTPE focuses on medium to large volume production of high precision components for the scientific, medical, electronics and defence sectors using 3- to 5-axis vertical machining centres (VMCs) as well as fixed- and sliding-head CNC lathes.
To expand its prismatic machining capacity, in July 2020 the company invested in its first ever horizontal machining centre (HMC), a 4-axis , twin-pallet, 40-taper Averex HS-450i with nominal half-metre cube working volume from Whitehouse Machine Tools.
The purchase was driven by an uplift from 150 to 350 per week of a particular 6061 aluminium, two-part enclosure needed by CTPE's largest customer, a medical sector OEM, for the production of critical care diagnostic equipment.
There is no problem completely machining the required quantity of covers three at a time in two hits on a Japanese-built Brother Speedio S1000X1 30-taper VMC installed last April. Neither is there an issue completing Op2 on the matching housing using the same machine, which has now been fitted with an angle head to make the cycle even faster.
However, Op1 on the housing was proving too time-consuming on a 3-axis VMC to meet the increased order level and was causing a permanent bottleneck, despite the running hours having been extended from 10 to 14 per day.
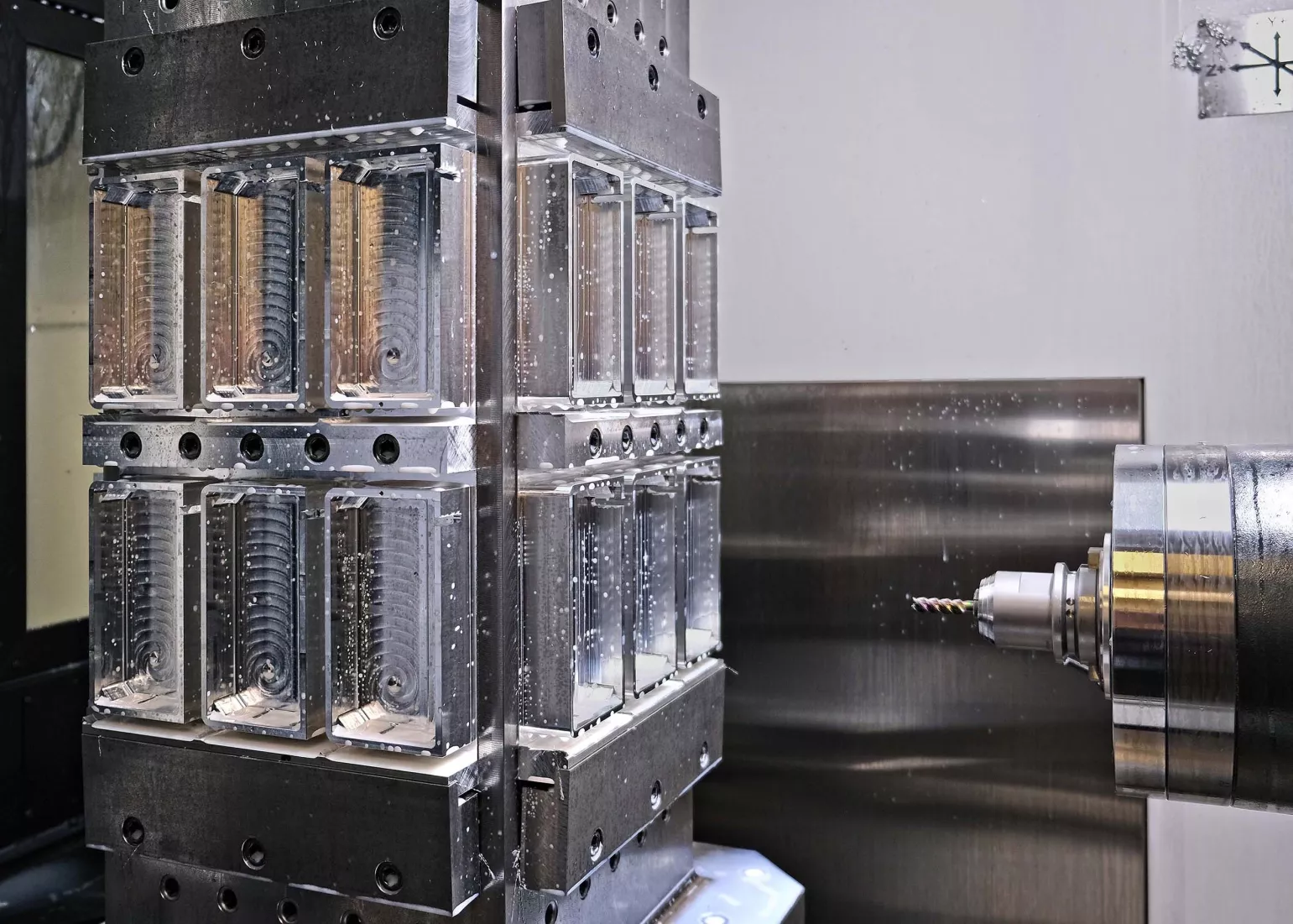
Alex Taylor, a director of CTPE and son of the founder, Chris, decided that an HMC would best suit the higher production volume. The second pallet allows the next parts to be fixtured while the previous parts are being machined and automatic pallet change takes just five seconds. Dual augers efficiently remove chips that have fallen from a cube fixture, so there is no manual intervention except to empty the swarf bin after every couple of pallet changes.
In contrast, the spindle on the fixed-table VMC was idle for 25 minutes after each cycle for accumulated swarf to be cleared and the next parts clamped for machining. A further problem was that recutting of chips that collected within the component risked damaging the solid carbide tools.
An HMC eliminates that difficulty and is more robustly built than a VMC so vibration is lower, meaning that cutters last longer. The most significant benefit, however, is that four aluminium billets can be fixtured on a cube for Op1, so 24 housings are machined in a cycle time of 160 minutes. Formerly on the VMC, only two billets could be fixtured for machining a total of 12 components and the program ran for 135 minutes. The figures equate to a production time saving of 40 per cent, considerably reducing manufacturing cost per part for this operation, particularly as there is now minimal operator intervention.