One of the latest one-hit components produced by HPC Services on a sliding-head lathe requires not turning at all, just milling.
The parts are being machined on one of two of the latest Cincom M32-VIII machines delivered at the end of last year by Citizen Machinery UK.
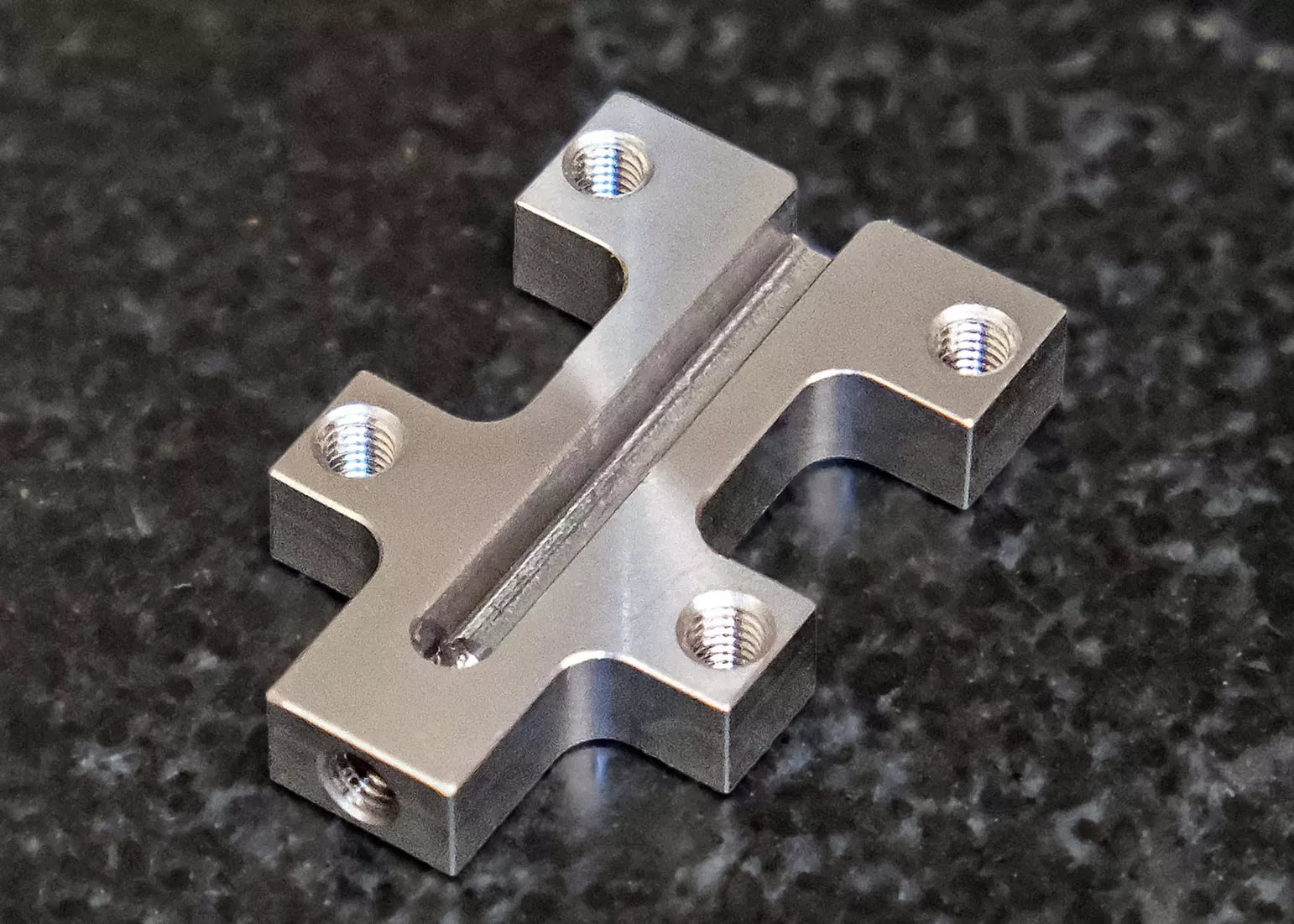
The prismatic component looks as though it has been machined from flat bar but is in fact milled from 303 stainless steel round bar, as it is difficult to source flat bar in that material in the UK. Part of a date-coding machine, it is produced in one operation in a cycle time of 4 minutes 53 seconds on the lathe, whereas it would require four operations totalling 7 minutes on a vertical machining centre.
The latest generation of these Japanese machines have box guideways rather than linear slides, a tang instead of a worm drive on the turret, and higher powered motors, all of which add up to greater rigidity.
The owner of HPC Services, Paul Cobb, says: "The difference is amazing. It is possible to machine exotic alloys at double the speed compared with on a fourth generation M32 and you get four times the tool life, especially as coolant is now delivered through the tool platen as well as the turret.
"It is a massive step up in performance. A 10 mm cutter purrs into the bar, even using a mill with carbide inserts rather than a solid carbide tool, which we need to use on the earlier M32s. Any production engineer would know that the new model is a very rigid machine."
Other aspects of the latest design that he appreciates are the increased number of driven tools and a platen tool post with a programmable B-axis. It is useful for producing angled features on components and additionally is able to carry out front working so that the turret can be freed up earlier to perform operations on the reverse end.
Cycles for many jobs are significantly quicker. For example, when producing a particular 303 stainless steel flange from 38 mm bar, it was previously necessary to wait for the turret to become available to deburr the component. At 57 seconds the cycle time is now 25 seconds quicker, representing a saving of 30 percent.
Just as important for reducing production costs is the ability to swap the machine over in half an hour to guide bush-less mode to save remnant wastage when producing relatively short components like the flanges. In this case, 262 parts can be produced from a 3-metre bar compared with 225 if the guide bush is in place, delivering 37 extra parts, an increase of 16.4%. With 5,000 of the flanges produced annually, the cost saving is significant.